Low voltage transmission poles are structures designed to support power lines carrying electricity at relatively low voltages, typically ranging from 110 volts to 33,000 volts. These poles are an integral part of electrical distribution systems, transporting power from distribution substations to end-users such as residential, commercial, and industrial consumers. Here are key points regarding low voltage transmission poles:
Design and Construction:
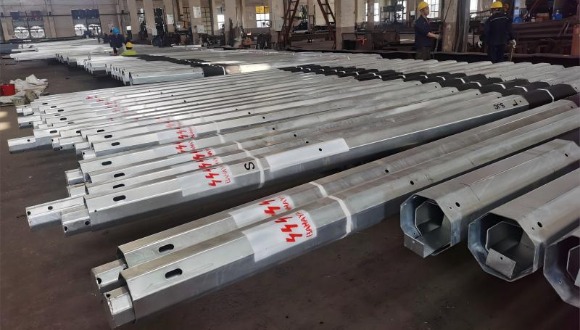
Materials: Low voltage transmission poles are commonly made of wood, steel, or concrete, depending on factors such as cost, strength requirements, and environmental conditions.
Height: The height of low voltage transmission poles varies based on factors like terrain, span length, and clearance requirements.
Cross-Arm Configuration: Poles are designed with cross-arms to support power lines, insulators, transformers, and other equipment.
Foundation: Poles are anchored to the ground with concrete foundations to provide stability and structural support.

Features:
Insulators: Insulators are used to electrically isolate power lines from the pole structure.
Cross-Arms: These horizontal arms provide support for multiple conductors and equipment such as transformers and switches.
Lightning Arrestors: Some poles are equipped with lightning arrestors to protect the electrical system from lightning strikes.
Advantages:
Cost-Effective: Low voltage transmission poles are generally more cost-effective compared to higher voltage transmission structures.
Flexibility: These poles can be easily installed and relocated, providing flexibility in expanding or modifying the electrical distribution network.
Maintenance: Maintenance requirements are typically lower compared to higher voltage transmission systems.
Sufficient for Local Distribution: Low voltage poles are suitable for distributing power within local neighborhoods or communities.

Installation Process:
Site Preparation: Survey the site, mark the location for the pole, and prepare the foundation.
Foundation Installation: Excavate the hole, install rebar, and pour concrete to anchor the pole securely.
Pole Erection: Lift the pole into place using appropriate equipment and secure it to the foundation.
Equipment Installation: Mount insulators, cross-arms, transformers, and power lines according to safety and regulatory standards.
Maintenance:
Regular Inspections: Conduct routine inspections to identify signs of wear, damage, or corrosion.
Vegetation Management: Keep vegetation around the poles trimmed to prevent interference with power lines.
Grounding Checks: Ensure the grounding system is functioning correctly to protect against electrical hazards.

Low voltage transmission poles are essential components of electrical distribution systems, providing reliable support for power lines that supply electricity to homes, businesses, and other consumers. Proper design, installation, and maintenance of these poles are crucial to ensure the safety, reliability, and efficiency of the local power distribution network.
Learn more at www.alttower.com